I’ve wanted a supercharger since I saw one 40 years ago in a parentally forbidden movie. I wasn’t sure what it was, but I sure as hell wanted one. Given the amount of time that has transpired it’s probably safe to declassify the viewing. Mom, when Nathan was looking after me he let watch Mad Max, a rated R movie, when I was still under the PG14 threshold. In his defense he did fast forward through a couple of the questionable scenes that he had forgotten about.
Supercharged engines are pretty amazing. To increase power you just need to increase boost. To increase boost you simply increase the ratio of the crank pulley to the supercharger pulley. This works amazingly well so long as the engine can take it and the belt doesn’t slip. My engine is balanced and fully built (e.g., Callies crank, Diamond pistons, Oliver rods, etc.) so it can reliably handle more boost than I will ever subject it to.
However, belt slip is one of the largest challenges with high-horsepower supercharged engines. Builders often increase the size of the crankshaft pulley, but they can only do so until it hits something (typically the water pump) and/or starts to overdrive other accessories. This means that they need to also reduce the size of the supercharger pulley which results in a proverbial double whammy — power increases and surface area decreases — and belt slip becomes a real issue.
Engine as delivered. Note that the OEM-sized Super Damper is already fairly close to the water pulley
At my power level, the only way to achieve zero slip would be to use a cogged belt. You know, like the one in Mad Max. The issue is that they’re hard on a supercharger’s gears and they make a lot of noise which in a SL-C is about six inches from the driver’s ear. No problem, I’ll just fabricate a system that engages the supercharger with the flick of a switch. Apparently the movie achieved the trick with creative video editing and it’s not practical to build such a thing for anything other than a Mad Max tribute car.
The engine was delivered with a Daily Engineering dry sump oil system which included an ATI Super Damper with OEM dimensions (7.325” diameter and 8-ribs). To achieve 16 psi of boost the supercharger needs to spin at 21,000 RPMs which means that I had to significantly reduce the diameter of the stock Harrop supercharger pulley. The engine did over 1,000 HP on the dyno, but the belt began slipping at around 800 HP. That was on pump gas so when running on E85 the engine will attempt to transmit an additional 300ish HP after the belt starts slipping. Gotta fix that.
OEM-sized Super Damper (left) and custom Super Damper (right)
After taking some measurements I determined that I could fit a 10-rib Super Damper with 6% overdrive. I couldn’t use one of ATI’s larger-diameter units because the Daily dry sump requires a special ATI hub which isn’t even listed on their website and only a few shell assemblies are compatible with it. I spoke with several companies that could machine a larger pulley, but ATI has the best crank damper technology. To eliminate torsional crankshaft vibrations they attach a steel inertia weight to durometer elastomer rings retained via grooves CNC’d into the shell assembly.
I then learned that ATI will machine custom shell assemblies however they have a minimum 120-day lead time. The clock starts after you approve a dimensioned drawing produced by their engineering team. Since I had already replaced the mechanical water pump with a remote electric one and I was in the process of completely redesigning the supercharger and accessory serpentine belt systems the question became:
“What’s the biggest, baddest Super Damper that I can fit?”
I considered going with an obscene diameter, but that would have negatively impacted the design of the accessory brackets so I settled on 10-ribs and a 9.7” diameter.
That’s a 25% increase in width (i.e., number of ribs) and a 32% increase in diameter which increases the surface area between the supercharger pully and the belt by 58%. In addition, I previously posted about my
custom GripTec supercharger pulley and my
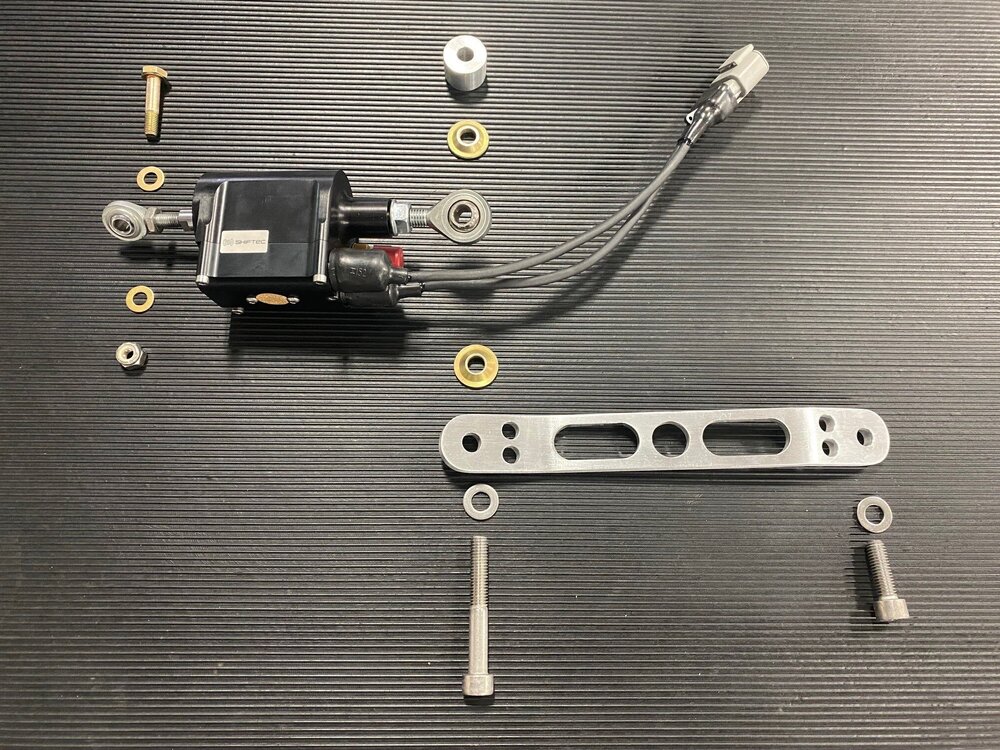
aftermarket tensioner. Combined, all of these changes combined will significantly reduce belt slip.
Two ribs projecting past the front face of the Super Damper where the accessory pulley mounts
ATI’s 10-rib Super Dampers aren’t designed to have a pulley mounted to their front face which presents two challenges. The first was that the holes on the bolt circle aren’t large enough to accommodate a pulley. Since it was a custom order, ATI took care of that for me. The bigger issue was that outermost two ribs project beyond the face of the Super Damper. While this reduces weight it causes the accessory belt to hit the Super Damper.
One way to resolve this would be to machine a spacer, but given that the pulley requires a boss that indexes the Super Damper’s ID, the right way to do it was to machine another custom pulley. So that’s what I did.
Custom accessory pullies; version one (left) and version two (right); my finger is pointing to the feature that compensates for the ribs that project past the front face of the Super Damper
The next step is to get a 10-rib Gates FleetRunner Micro-V belt (i.e., the green heavy duty ones) to fit. This will involve tweaking the location of the idler pulley and the rotational orientation of the tensioner.