In a previous post I installed the sway bars which I had purchased from
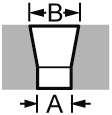
Agile Automotive. They’re the same as the ones in their endurance SL-Cs that utilize cockpit-adjustable Genesis blades. Each blade rotates within a barrel via a cage bearing and a needle bearing. When the blade is horizontal it provides minimum stiffness and stiffness increases as it rotates until it reaches the vertical position, at which point it provides maximum stiffness.
Genesis cockpit-adjustable blades; the horizontal orientation (left) provides minimum stiffness and the vertical orientation (right) provides maximum stiffness. Since the lower control arm moves straight up and down it’s intuitive that the horizontal orientation’s signifcantly smaller cross-sectional area is easier to bend.
Typically, a blade is used on one side of the sway bar and a welded arm is fabricated for the other side. I decided to opt for a symmetrical approach that utilizes two blades in which one blade rotates and the other is stationary. I took this approach for the following reasons:
- If the bearings fail on the rotating side, I can simply flip the sway bar and invert the configuration.
- The stationary blade can be rotated to any position to shift the adjustment range of the rotating blade up or down. Although this has to be done while the car is stopped, you simply loosen one screw (see picture below), rotate the blade to the desired position and tighten the screw.
- One blade is soft and the other is medium which enables me to swap them between the rotating and stationary sides of the sway bar to obtain different cockpit-adjustable ranges.
- It looks cool… maybe I should move this to the top of the list LOL
Loosening this socket-head cap screw allows the stationary blade to be rotated to any position. This will shift the adjustment range of the rotating blade up or down
Genesis cockpit-adjustable sway bar levers
The front and rear blades are typically controlled via 10-32 push-pull cables connected to levers in the cockpit. I decided to use linear actuators for the following reasons:
- The levers only provide five equally-spaced positions whereas the actuators provide infinite adjustability.
- The levers are appropriate for a race car, but they crowd the cockpit of street car.
- It’s easier to route electric wires than push-pull cables.
- When used with position feedback, presets can be implemented (e.g., Wet, Sport, Track, Race)
It took me a long time to find the right linear actuator. I wanted a tubular form factor for fitment reasons, the correct stroke, at least an IP67 rating (i.e., waterproof for short-term submersion), excess load capacity, and position feedback. I found one that checked all of the boxes except the feedback. It had an optical encoder option, but I wanted absolute rather than incremental position feedback. To solve that problem, I purchased a motorsport-quality linear potentiometer.
The best location to mount the bracket was the nose subframe. I designed and 3D printed a bracket, but I wasn’t able to get it to clamp the tube as tightly as I wanted. The solution was a hybrid composed of two-piece stainless steel clamping shaft collars, 1/8” stainless plate and 3D-printed parts. It’s robust and light.
Stainless steel and 3D-printed parts for the front and rear brackets for the front sway bar actuator
All parts for the front sway bar actuator bracket are welded; rear bracket (left), front bracket (top) and actuator tip bracket (right)
Ready to install; 10-32 threaded rod (left), linear potentiometer (red), linear actuator (black)
The video below provides a quick overview and demonstrates the actuator rotating the blade. Ignore the hex nuts, they’ll be replaced with nylocs at a later time.
I purchased milspec trim switches which will be mounted to the steering wheel as shown below. Upward pressure increases stiffness and downward pressure decreases stiffness. The switches will be connected to MoTeC inputs and the actuators will be driven via H-bridges so current will flow through the switches will be nominal. The mode switch in the lower right will move the sway bars to configured presets in addition applying a bunch of other settings (e.g., engine tune, gear-shift tune, percent slip, etc.).
Mock steering wheel. The top trim switch is the front sway bar and the one under it is the rear sway bar.