Brian
Its finished cars like yours that keep us on target, the buzz of that first drive is also a tremendous feeling of completion and I hope some day that we can get the cars together and show `them` the passion. While waiting, I molded a seat form into the chassis rather than make it out of ally, this will them get a foam lining to closely fit my body shape.
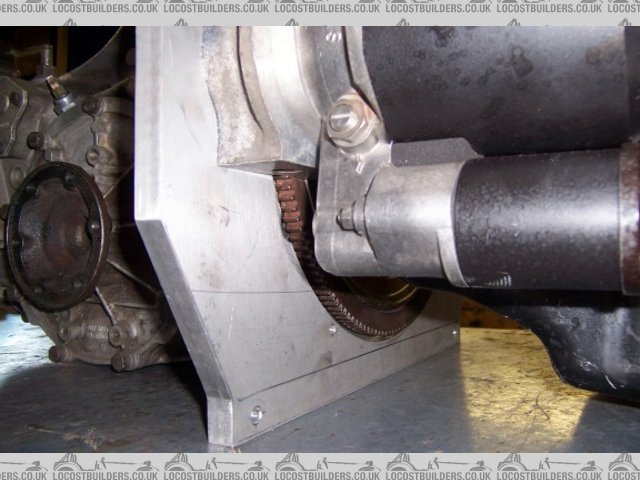
Finally got one of my missing components (flywheel balanced) and after check fitting to the motor, have now turned out the recess in the adapter plate to run the standard Rover ring gear and starter motor. Have started to assemble the motor now as all the bits are now on hand.
Progress will slow for a week or so now as off and away in the motor home for a week or so chasing the sun!
Cheers Russell
Its finished cars like yours that keep us on target, the buzz of that first drive is also a tremendous feeling of completion and I hope some day that we can get the cars together and show `them` the passion. While waiting, I molded a seat form into the chassis rather than make it out of ally, this will them get a foam lining to closely fit my body shape.
Finally got one of my missing components (flywheel balanced) and after check fitting to the motor, have now turned out the recess in the adapter plate to run the standard Rover ring gear and starter motor. Have started to assemble the motor now as all the bits are now on hand.
Progress will slow for a week or so now as off and away in the motor home for a week or so chasing the sun!
Cheers Russell