Wazer
The
Wazer is the world’s first desktop water jet. I’ve been watching them since their Kickstarter campaign in 2016. I placed a preorder so long ago I forgot when, but after many delays it finally arrived. It has a cutting area of 12" x 18" (305 mm x 460 mm) and can cut a wide range of materials including (
larger list here);
- 1/16” 6061 aluminum at 3 in/min
- 1/2” 6061 aluminum at 0.5 in/min
- 1/8” carbon fiber at 1.3 in/min
- .016” Neoprene, 50A at 74.8 in / min
- 1/8” steel 1008 at 0.9 in/min
It’s delivered on a 500-pound crate which includes two 55-pound buckets of garnet abrasive. Everything from the packaging to the documentation to the equipment seems top notch. You definitely need two people to set the things up because both the cutter and pump each weigh over a hundred pounds. I won’t do an unboxing video because there is one
here.
The machine comes with a rectangular piece of 0.1” aluminum mounted to the cutting table and a test file for a WAZER-engraved bottle opener. The result was a perfect cut and a great out-of the-box experience.
FIRST CAR PART
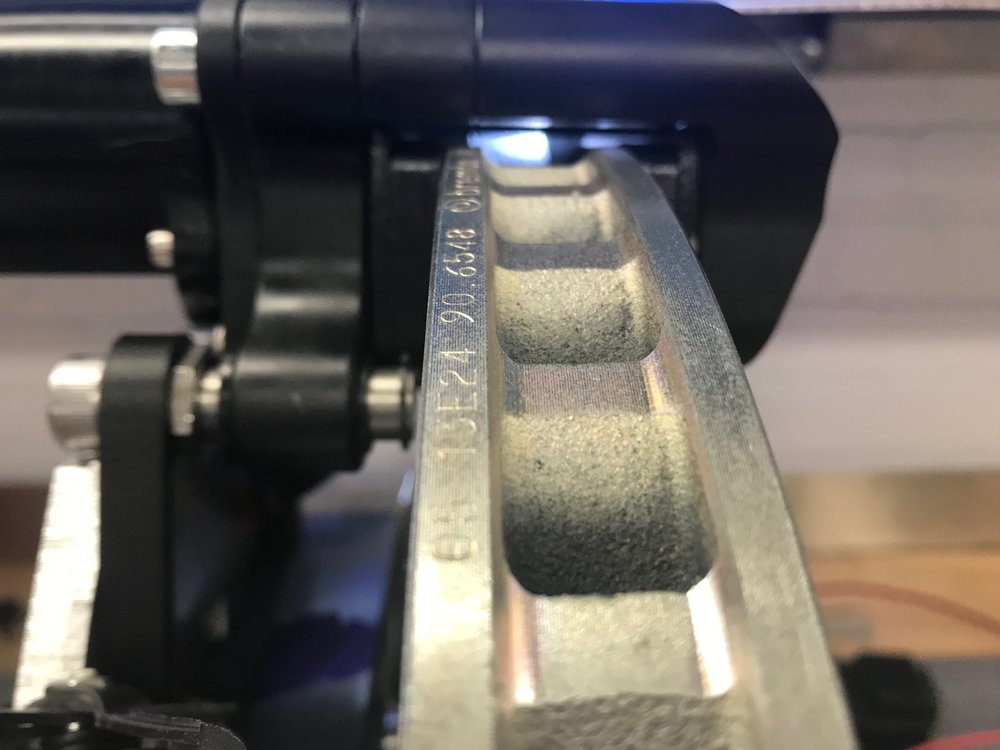
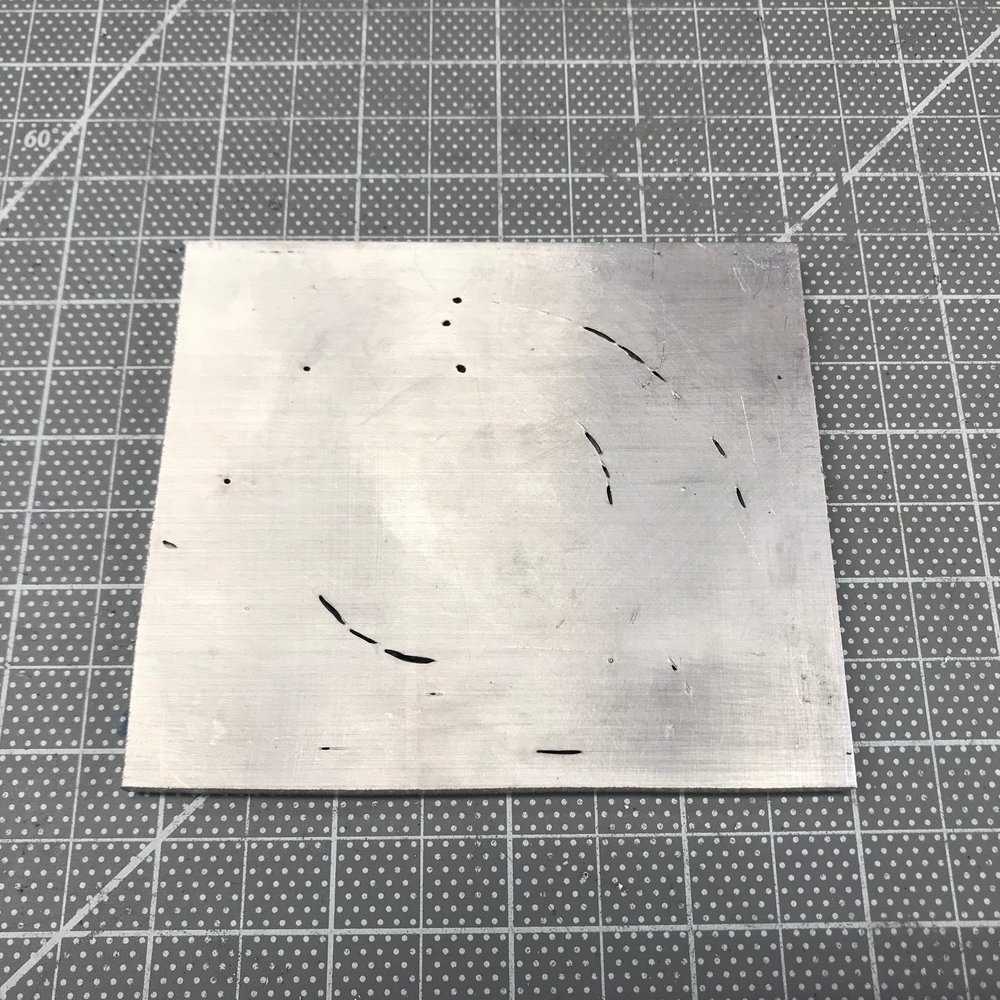
The first usable part that I cut was a spacer for the upgraded front QA1 ball joints. This didn’t go as well. As can seen in the picture on the left, the top surface was cut very cleanly. However, the picture on the right shows the bottom surface of which only a small fraction of the cut penetrated full depth resulting in the entire piece being junk. Of the 12 pierce operations, only 5 went all of the way through. This is disappointing because 1/4” 6061 aluminum is extremely common and one would think that they would have that configuration working out of the box. The aluminum was from McMaster with a +/- 0.008 tolerance so it’s high-quality new stock. I mic’d it just to be sure and it was well within tolerance.
Top Surface

Bottom Surface
I should have cut a small test piece before going for the whole part. Fortunately, there is an easy was to change the cutting parameters. The Cutting Speed is set separately for the three different cut qualities: Rough, Medium and Fine. As quality increases, so does time and abrasive consumption. Here are the default / my settings for the parameters:
- Fine Cutting Speed (in/min): 0.701 / 0.680
- Pierce Time (sec): 79 / 81
- Lead In/Out: (in) 0.038 / 0.038
- Tab Width: (in) 0.017 / 0.02
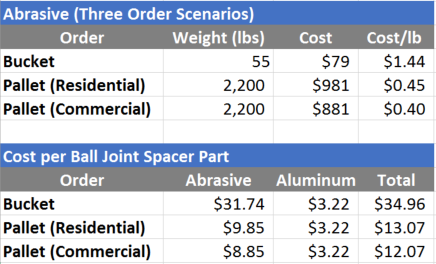
The resulting cut quality was excellent and I was very happy with the part. That said it took one 67 minutes to cut and consumed a whopping 22.1 lbs of abrasive… a commercial water jet it is not! If you look at the table you will see that the cost of abrasive is heavily impacted by how you purchase it. On a per-pound basis, a palette costs 69% less if you ship it to a residential address and 72% less if you ship it to a commercial address (lift gate service is provided in both scenarios).
These costs don’t include electric or water consumption. In addition, the cut bed is made of plastic and is a consumable item. It’s 4” thick and can be flipped so you get two sides. The machine comes with two cutting tables and replacements cost $79. Durability will be highly dependent on what’s cut and how much care is taken to spread the cuts around. Time will tell.
At the 87% completion point, cutting was stopped and I was prompted to refill the abrasive hopper and the empty the used abrasive buckets. I restarted the cut and about a minute later cutting stopped again and I was prompted to clean the drain filters. In all three cases there was plenty of capacity to complete the part, but since they don’t have sensors for these items I assume that these are just a conservative settings.
SECOND CAR PART
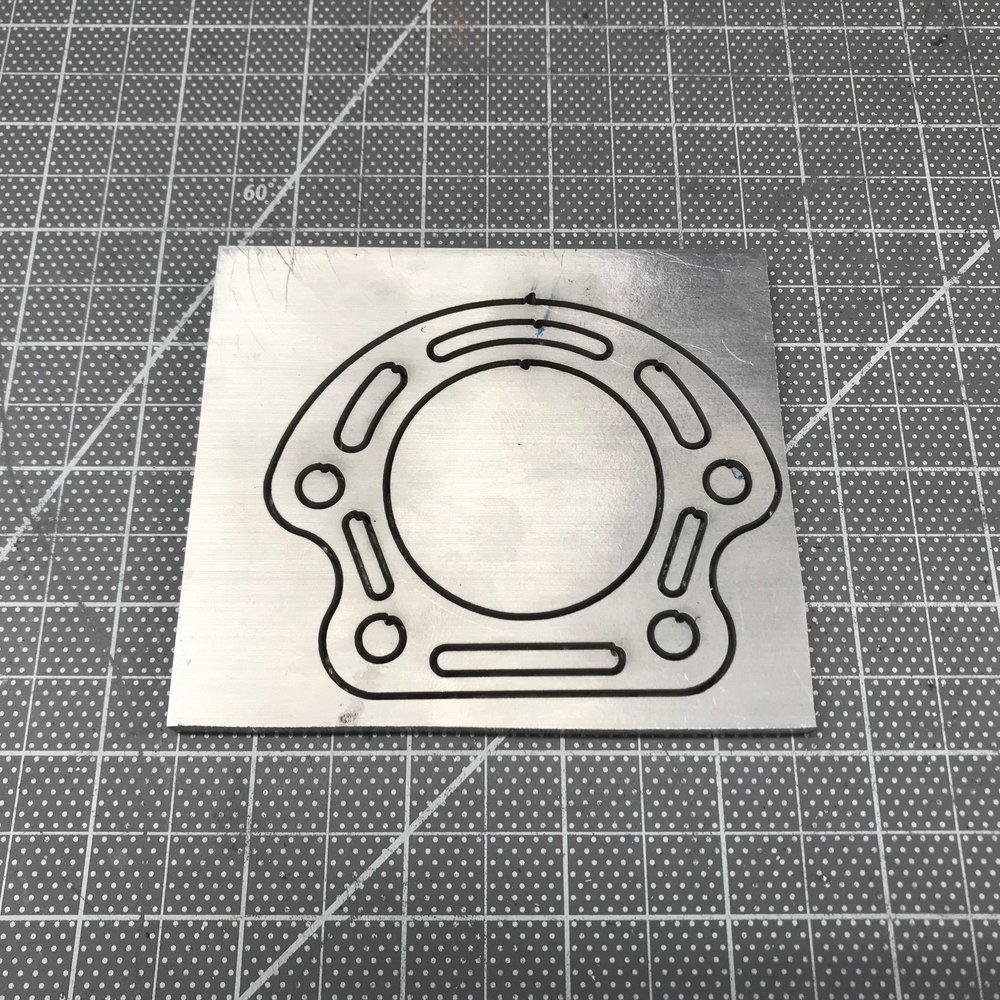
I then made gaskets for the adapters that are used when swapping the stock LS7 mechanical pump for an electric one. This demonstrates the diversity of a water jet, changing from 1/4” aluminum to a thin gasket without the need to change any tooling. The gasket was cut in 41 seconds which is half as long as a single pierce for the 1/4” aluminum which made it a lot more entertaining to watch.
WAZER VS. COMMERCIAL WATER JET
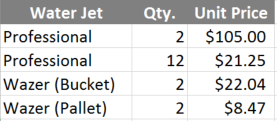
Will (a.k.a. “pnut” on the forum) designed a spacer two years ago and he had it cut by a local water jet shop. After a lot of back and forth he was able to 12 pieces for $255 or $21.25 per part. Will’s part is on the left and mine is one the right. Will may weld better than me, but my CAD skills are better! Will contracted for a middle-of-the-road cut quality and I cut mine at the highest quality. If you compare the cut edges in the the second picture you will note that Wazer is capable of nice cuts.


The quote that Will received was divided into nearly equal thirds; project management, CAM configuration and cutting time. So, a quantity of two would have have had a unit cost of around a $100. The high cost at low-volume is due to paying someone to manage the process and a minimum cut fee. Basically 12 cost the same as two. For this part, beyond 12 is where a commercial supplier becomes cost effective.
To compare costs on a apple-to-apple basis I removed the the six lightening slots from my design which reduced the Wazer’s cut time to 40 minutes and 13.1 pounds of abrasive. The following table provides several price comparisons.
Low-volume price advantage aside the real advantage is cycle time. Will had to make several phone calls and send several emails. There was at least one delay and end-to-end it took several weeks to get his parts. If he had made a mistake it would have taken him a week or two for the next iteration. With the Wazer you can design the part and cut a prototype in thin plastic in a few minutes and quickly iterate until,you get it right at which point you cut the final part